Everything you need to know about heijunka, a Lean management essential

Georgina Guthrie
August 21, 2020
Every business wants to reduce waste. When it comes to methodologies for achieving this, Japan is something of a trailblazer. Specifically, the iconic car manufacturer, Toyota. Heijunka (pronounced hi-JUNE-kuh) is, roughly translated, the Japanese word for ‘leveling.’ It describes a process designed to help businesses reduce waste while continually meeting demand. No easy task, as every manager knows.
Maintaining this balance of meeting demand while not creating more waste than necessary is all the harder when demand fluctuates. Defining your takt time can help you keep a steady production pace while not over- or under-producing. But takt time isn’t going to work unless you stick to it — and to help you do this, there’s heijunka.
What is heijunka?
Heijunka is the process of leveling the type and amount of production over a set period of time.
The goal is to iron out issues like overproduction, or batching — which has the added benefit of minimizing waste, reducing labor, maximizing inventory space, and reducing production lead time. Or, to use Lean terms, heijunka reduces mura and muri, both of which together create ‘muda’ (waste).
By using heijunka, you can avoid working in batches (which often results in too much stock, wasted space, overburden, and an uneven workflow) and work in line with customer demand. In other words, only produce as much as is needed.
History
We can credit Toyota with inventing many of the Lean processes we use to this day, and heijunka is no different. The Japanese carmaker famously moved away from batch production (a la Ford Motor Company and its limited color choices) and started finding ways of production that were aligned with customer demand, at a steady pace, regardless of fluctuations.
Types of heijunka
There are two types of heijunka:
- Production leveling by volume
- Production leveling by type
Leveling by volume is the type Toyota Production System uses. It averages orders out over a set period of time to avoid fluctuations in workflow. So say, for example, a bakery receives 100 orders for cheesecake throughout the week, which comes in as 50 on Monday, 10 on Tuesday, and 40 on Friday. Rather than trying to fill demand in this exact sequence, the bakery could use heijunka to level that amount by producing an even number throughout the week.
Leveling by type is a process that allows those who produce different types of things can maximize efficiency by minimizing equipment changeovers, with heijunka placing an emphasis on changeover times and ensuring there are buffers to deal with changes in demand.
Heijunka terms
- Takt time: Define your takt time, which is your speed of production, as defined by the customer buying rate. This forms the basis of your heijunka implementation.
- Volume leveling: The method of producing according to long-term demand at an even pace, while keeping a small buffer in place to cope with fluctuations, shipping, and changeovers.
- Type leveling: The process of keeping enough items of each type in stock to meet demand, while minimizing time wasted due to changeovers.
- Heijunka box: This is a diagram that makes it easier to see the leveling and production schedule at a glance. We’ll go into exactly what this is now.
What is a heijunka box?
The Heijunka box — also known as a leveling box — is used to help level the type and volume of production through kanban at fixed intervals. It’s a scheduling tool that visualizes work items that need to be completed, in a specific order, to meet demand.
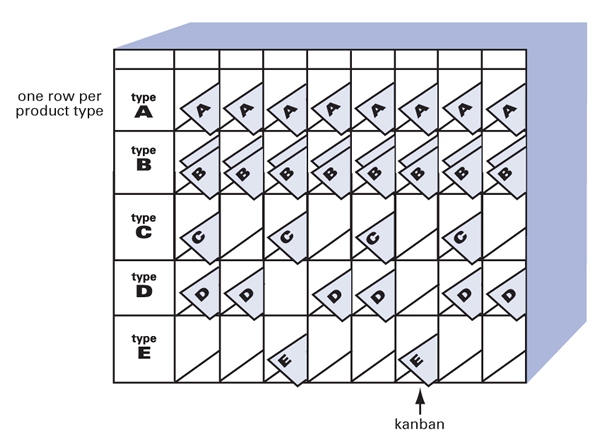
Each horizontal row represents a type of product, while each vertical column represents even time intervals. Each box is a self-contained schedule that shows the work your team will complete before the end of the week. You may need to place multiple or zero orders in each box, depending on your takt time. Each item in the box is a Kanban card that goes through the manufacturing process steps.
Each slot represents the product and flow timing, while the kanban in the slots represents one pitch of production for one product type. (Pitch is the takt time multiplied by the pack-out quantity.)
You can visualize this box in a range of ways. This includes pen and paper/whiteboard to digital versions you can share with the wider team.
Top tips for implementation
Some things to bear in mind if you want to have the best chance of success.
- Work slowly: According to Taiichi Ohno, founder of the Toyota Production System: “The slower but consistent tortoise causes less waste and is much more desirable than the speedy hare that races ahead and then stops occasionally to doze. The Toyota Production System can be realized only when all the workers become tortoises.”
- Keep a buffer: Ensuring you have some product ready to ship at the start of each production cycle levels demand and keeps the process running smoothly.
- Standardize your types: It’s easier to ensure consistency across different products if everyone’s working on them each day. If there are large gaps between the manufacture of one type of thing, you will lose knowledge and expertise. It’ll also slow down efficiency because workers will have to recall, or retrain.
- Streamline changeover time: Changeover efficiency is a must and forms the core of heijunka. Keeping it as small as possible closes the gap between supply and demand.
- Be methodical: Plan, organize, and work out the order in which you need to do things. Heijunka implementation should begin with working out your takt time and end with the creation of your heijunka box.
Heijunka and Kanban tools
Heijunka is a way to level production, avoid waste, and maximize efficiency. But, like all methodologies and processes, proper planning and organization are key to getting the most out of it. Keep in mind things like buffers, demand spikes, and team or equipment changeovers while planning, and use project management software. Online tools (especially those that are cloud-based) are ideal for sharing diagrams, creating Kanban boards, and tracking project progress in real-time — all things that are highly important in a fast-moving production environment.

